西安黄埔机电设备有限公司
西安黄埔机电设备有限公司,成立于2011年,是一家专门从事“超声振动切削加工系统”研发与生产的科技型公司。 我们始终致力于将“超声高频振动波”与“机床刀具切削”,进行完整的技术整合,通过超声在切削刀具上的介入,针对“硬、脆、黏”特性的难加工材料(例如:陶瓷、玻璃、玉石、蓝宝石、碳陶复合材料、铁氧体、碳纤维、硬质合金、高温合金、钛合金、不锈钢、软铝、紫铜等),最终实现有效的精密切削加工。 该技术主要服务于:航空航天、光学、通讯、电子、3C、纺织机械、工模具等行业的特殊材料零部件制造。 自主研发的超声波发生器(超声电源),及相关配套的超声刀柄、超声电主轴,具备完全的自主知识产权。
查看更多>>
超声波加工技术的优势
Advantages of ultrasonic machining technology超声切削加工力大幅度降低
超声切削加工时,刀具在每一个振动周期内对零件的纯切削时间是非常短的,只有数万分之一秒。然而却能产生极大的瞬时速度和加速度(加速度约为重力加速度的一万倍)。通过瞬间产生的如此巨大的冲击力,刀具有效破坏被加工区域的组织结构。在此情况下,刀具旋转产生切削阻力,只有普通切削的1/5~1/8 。
超声切削加工温度大幅度降低
超声切削加工时,切削热是以脉冲形式变化的,瞬间产生的热量来不及传导到更深的金属内部,另外切削刃部产生的“空化效果”,能让冷却液有足够空间作用在切削区域。所以切削温度的绝对值是比较低的。
降低表面粗糙度提高加工精度
由于切削阻力和温度的大幅降低,加上刀刃的每一次断续切削,改善了普通加工产生积削瘤和鳞刺的条件,有效提高零件被加工表面质量。
超声切削液使用效果显著提高
高频次冲击下产生的断续切削,迅速带走积屑。同时“超声空化”能让冷却液充分进入工作面,减少积屑瘤和毛刺的产生
提高刀具寿命及加工效率
由于超声切削加工阻力降低,被加工区域冷却充分,刀具使用寿命明显提高。同时因为切削阻力大幅降低,走刀速度加快,带来加工效率的有效提升。
解决普通加工难以解决的问题
超声加工作为一种辅助加工手段,因为切削阻力大幅降低和被加工区域的充分冷却,能针对“硬,脆,黏”特性的难加工材料,进行有效,高效,经济的切削加工。
技术上追求: 精准度与有效性;
品质上追求: 工程化与可靠性;
服务上追求: 专业化与高效率!
施工展示
Construction display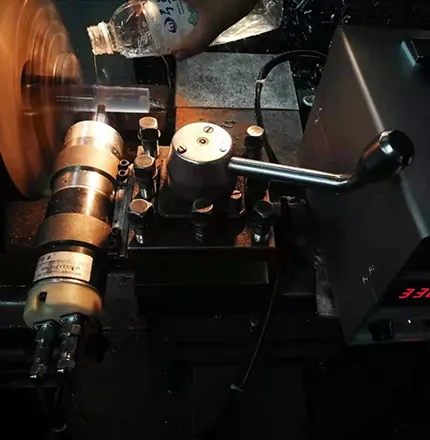






航空航天
Aerospace
纺织机械
Textile Machinery
工模具
Tooling
光学、通讯
Optics And Communication
加工案例
Processing case专门从事“超声振动切削加工系统”的研发与生产
超声加工,超声刀柄,超声切削,玻璃深孔钻削,陶瓷加工,小孔钻削,碳化硅切削
地址: 云南省昆明市经开区拓翔路1号
产品介绍
Product introduction
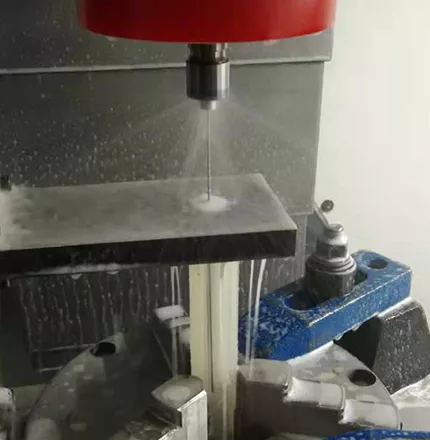
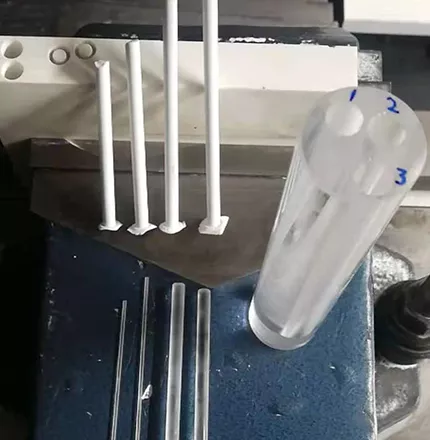
超声数控深孔钻床
是一种以玻璃(微晶玻璃、石英玻璃、硼硅玻璃、K9玻璃等),陶瓷(氧化锆、碳化硅、氮化硼、氮化硅、氧化铝等),碳陶复材,碳纤维,蓝宝石等切削性能差的硬脆性材料为代表对象,针对此类材料需要深孔钻削加工时,以超声介入为主要手段的特种加工钻床。目前已经有效加工过直径在1.5mm — 20mm之间,深度500mm的深孔。

超声电主轴
具备刀具中心调节功能,方便实用;独立结构,超声性能与可靠性不受电主轴使用寿命影响。

超声刀柄系统
通用性、标准化的柄部尺寸(直柄,锥柄ISO、BT、HSK等);刀柄转速与主轴转速同步;侧向传能,更有利于自动换刀的实现与可靠性;特殊定制中心出水的超声刀柄。